
30 Years Strong
1994-2024
Products by Brand











Our Products
What 5 STAR ADVANTAGE Offers
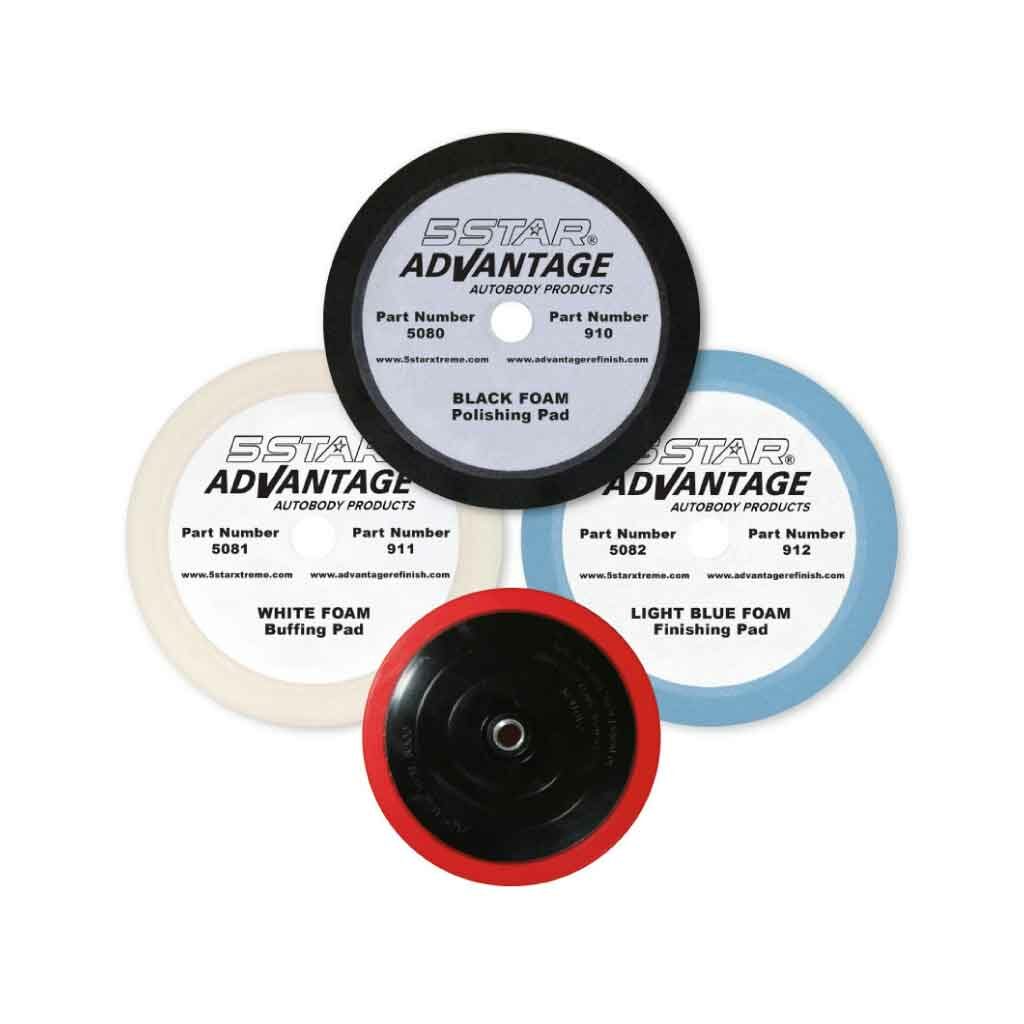
We offer a wide range of products that are designed to help repair professionals restore and renew vehicles. These products are superior in quality, durability and provide an excellent finish compared to traditional products available in the market today.

Quality
Celebrating 30 years in 2024, these products are manufactured to the highest quality control, standard using only the finest materials and state of the art processes available today.
Performance
Guaranteed to provide consistent, premium results day in and day out. When used by professionals as directed, these products, meet and exceed all requirements when compared to any other premium brand. 5 STAR ADVANTAGE offers you a way to stay competitive, without sacrificing reputation.
Value
These products are premium items, at less than premium prices. Simply put, a great value for today's body shop customer! 5 STAR ADVANTAGE offers you a way to stay competitive, without sacrificing the bottom line.